Introduction — a quick scene, a fact, and a question
I was standing by a humming production line when a roll tore for the third time that morning — and everyone looked up. In that moment I thought about the wet tissue machine on the other side of the plant and how one small fault can ripple into hours of downtime. Plant data shows many lines lose anywhere from 5% to 20% of output to trim, jams, and rework each month. (Yes, those numbers hurt the bottom line.) So how do we cut that waste without throttling throughput or asking operators to work miracles?

My aim here is to map simple, usable steps you can try the next shift — practical fixes grounded in real shop-floor constraints. I’ll share what I’ve seen fail, where teams hide pain, and a few forward-looking moves that actually save material and time. Let’s move from a messy day to something predictable — and faster.
Hidden user pain points behind sanitary wipes production
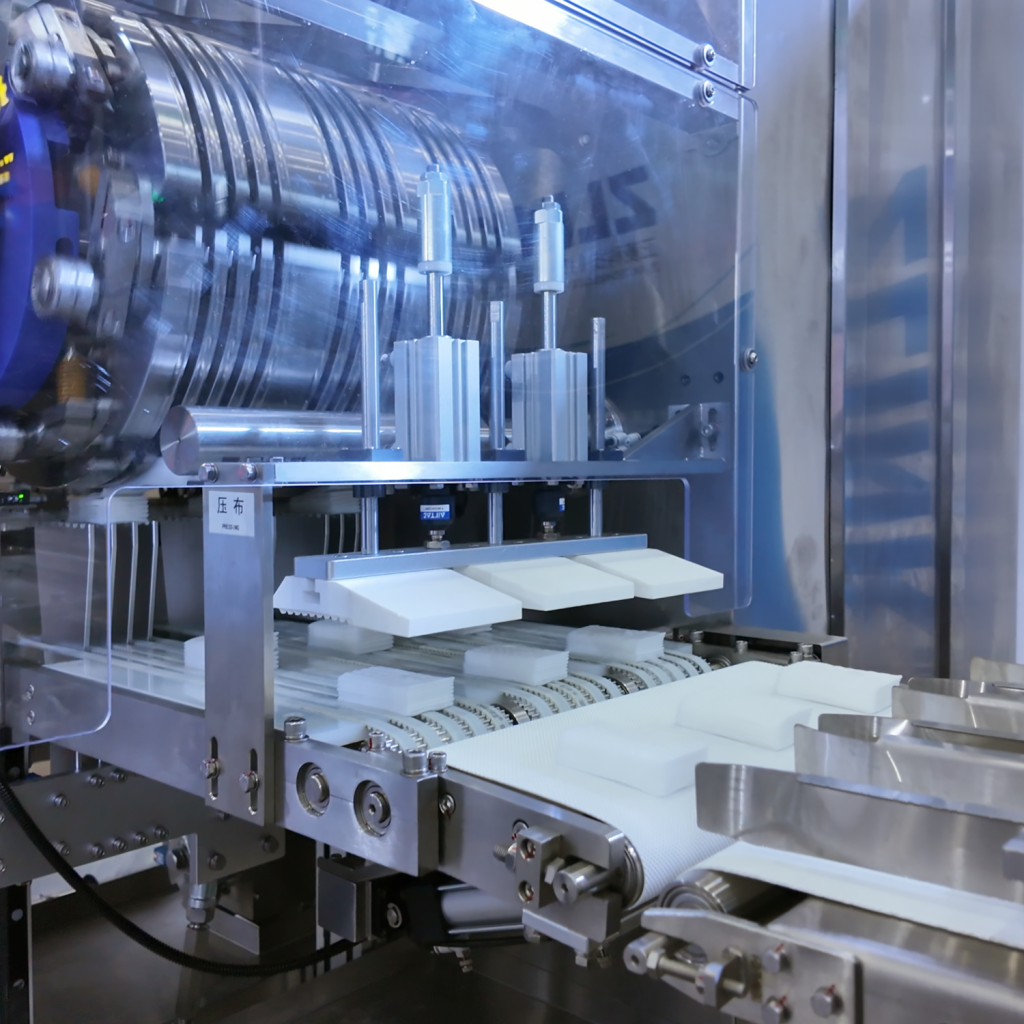
When we talk about sanitary wipes, people picture soft, clean sheets. They don’t picture the small annoyances that quietly eat efficiency: inconsistent feed tension, sticky laminations, or sensors throwing false positives. I’ve watched teams rely on band-aid fixes — heavier rolls, slower line speeds, or manual adjustments every hour. Those “fixes” mask the real issues: misaligned slitting units, worn rewinder parts, or outdated PLC controller settings. Look, it’s simpler than you think when you start looking at root causes rather than symptoms.
Why do old fixes fail?
Old solutions often assume the problem is the material or the operator. In truth, the mechanical systems and control logic are usually the culprits. A worn servo motor can cause subtle tension spikes. A degraded moisture control system can change sheet elasticity across shifts. These lead to repeated trim and downtime — not one-off events. I’ve seen lines adjusted to a “safe” slow speed and left there for months. That reduces waste — sure — but it also kills throughput and profit. We need approaches that fix the machine and the control logic, not just slow it down. — funny how that works, right?
Case examples and a forward-looking outlook
Recently, I worked with a mid-size plant that cut trim by nearly half in six weeks. We started with a single case: a line suffering from frequent web breaks at the slitting stage. First, we mapped every break event against machine states. Then we replaced a worn lamination roll and tuned the rewinder and servo settings. We added a simple edge computing node to log tension and correlate it with break points. The result: less scrap, fewer manual resets, and a predictable shift schedule. You might say it’s small changes; I’d say it’s disciplined troubleshooting combined with modest tech.
What’s next for teams and tech?
Looking ahead, I expect more plants to pair basic automation (PLC controller tuning, better sensors) with targeted analytics — not full-scale AI projects. That mix lets teams spot patterns and act before waste spikes. For anyone evaluating upgrades, here are three practical metrics to compare options: 1) reduction in trim per 1,000 meters, 2) mean time between web breaks, and 3) return on investment in months. Use those, and you won’t be buying buzzwords — you’ll be buying outcomes. — and yes, small pilots work best; start small, learn fast.
I’ve been in noisy plants and quiet offices for this work. We can stop treating waste as an inevitable cost and start treating it like a solvable problem. If you want an actionable checklist or a short audit plan to run on your next shift, I’ll share one — just ask. For practical machines and parts that helped us move from theory to steady output, see ZLINK.