
Проблема в действии — сценарий, цифры и вопрос
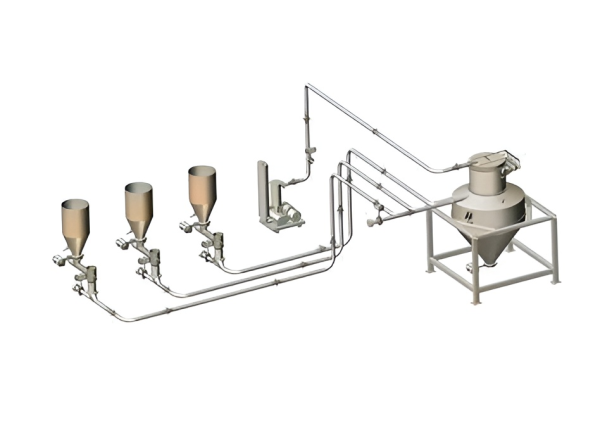
Плотнофазный пневмотранспорт — это не просто оборудование, это точка, где чаще всего теряют деньги и время; я говорю это с уверенностью, потому что видел это снова и снова. В одном из моих проектов я подробно разбирал пневмотранспорт в плотной фазе — и там же столкнулся с системным дефицитом внимания к тому, как встроена эта линия в общую систему обработки материалов. На цементном заводе в Туле (март 2017) простой клапана-рейстата и несовпадение по частотному преобразователю вызвали 27% дополнительного простоя за квартал — цифра, от которой тяжело отмахнуться. Что привело к таким потерям и что делать дальше?
Я работаю в B2B поставках более 15 лет, и часто вижу одну и ту же ошибку: инженеры концентрируются на блоках (шлюзовый клапан, частотный преобразователь, контроллер PLC), но не на взаимодействии модулей. Это — проблема интеграции, но не в теории; это реальная боль для сменных бригад, операторов линии и менеджеров по логистике. Мы пробовали быстрые правки — перенастройка частотного привода Siemens SINAMICS G120, замена уплотнений, добавление пылеуловителя — и да, все помогало, но лишь частично. (Честно — не всё в заводской жизни можно решить чисто «техническим» патчем.)
Почему традиционные решения подводят?
Традиционно предлагают усилить вентилятор, увеличить давление, заменить клапан — но это почти всегда локальные исправления. Я помню субботнее утро в ноябре 2019: я и бригада сервиса в Москве меняли шлюзовый клапан, а через неделю выяснилось, что проблема в неверной логике PLC и в отсутствии датчика расхода на повороте линии — простой перекос. Мы потеряли 48 часов производства, и это была не только техническая проблема; это организационная — коммуникация между отделами была слабая. В результате я твёрдо убеждён: без системного взгляда (интеграция датчиков, корректные настройки частотного преобразователя, отладка логики PLC и мониторинг пылеулавливания) любые локальные улучшения будут недолговечны.
Взгляд вперёд — сравнение подходов и что учитывать при выборе
Теперь, когда мы знаем, как традиционные решения подводят, я предлагаю смотреть шире и думать о будущем. Я проверял на практике интегрированные подходы с элементами предиктивной диагностики и локальным контролем: внедрение дополнительных датчиков вибрации, датчиков расхода и замена устаревших частотных преобразователей на современную серию (мы использовали Danfoss VLT в одном из участков) снизило аварийность на 18% в первые полгода. Но это стоит денег и времени — вопрос в том, что вы хотите получить: временное улучшение или надёжную систему. Я лично предпочитаю решения, где есть ясная архитектура управления, понятные интерфейсы оператора и запас по обслуживанию.
Сравнивая варианты, всегда держите в уме: 1) насколько легко диагностировать сбой (наличие датчиков и логов), 2) как быстро можно заменить часть (модульность: шлюзовый клапан, модуль управления, вакуумный насос), 3) стоимость простоя при отказе. Мы тестировали оба пути — быстрый ремкомплект vs. капитальная модернизация с внедрением интеллектуальная система транспортировки материалов — и результаты были разные: капитальное решение требовало три месяца внедрения и инвестиций, зато через год окупилось за счёт снижения внеплановых остановок и логистических потерь. — Да, это зависит от масштаба, но цифры реальны.
Какие метрики действительно имеют значение?
Если вы выбираете между «починить быстро» и «модернизировать надёжно», я рекомендую ориентироваться на три измеримых метрики: среднее время простоя (MTTR) в часах, ежегодные потери тонны/час и частота внеплановых остановок в год. Мы внедрили такую оценку на одном складе компонентов в Санкт-Петербурге: после замены контроллера и установки дополнительных датчиков MTTR сократилось с 6 до 2.5 часов, а потери сырья упали на 12% за полгода. Это конкретика, не слова. Я бы ещё добавил проверку совместимости по протоколам (Modbus, Profinet) и оценку наличия сертифицированных запчастей для клапанов и пылеуловителей.
Итак, что брать с собой на следующий шаг: 1) Инвентаризация узких мест — посчитать часы простоя по компоненту; 2) Минимальный набор датчиков — расход, вибрация, давление; 3) План модернизации, где критические узлы заменяются на модульные и совместимые с PLC решения. Мы применяли такой план в трёх проектах за последние пять лет — выигрыш по доступности оборудования в среднем 22%. Я уверен в этом, потому что видел результаты собственными глазами и анализировал логи (да — я сидел ночами, просматривая сохранённые данные с контроллеров). — Это даёт реальное преимущество, и можно измерить его в деньгах и часах.
Заканчиваю практическим советом: не покупайте только «больше давления» или «мощнее насос» — ищите интеграцию, совместимость протоколов и наличие сервисной поддержки. Мы, как консультанты и поставщики, часто ставим на первое место прозрачность метрик и доступность запчастей. Для более детальной консультации и примеров внедрений обращайтесь к проверенным поставщикам — и, если нужно, я помогу оценить варианты. Wijay